



Probenfertigung
In der Probenfertigung stehen Präzision und Schnelligkeit gleichermaßen im Fokus. Durch unsere Spezialisten der mechanischen Bearbeitung sowie unseren großen, modernen Maschinenpark sind wir in der Lage, sämtliche Probenformen präzise und zuverlässig herzustellen. Dabei greifen wir auf einen umfassenden Erfahrungsschatz im Umgang mit unterschiedlichsten Werkstoffen zurück – von Nichteisenmetallen über Bau-, Edel- und Vergütungsstähle bis hin zu CFK-Werkstoffen.
Für die normgerechte Durchführung eines Zugversuchs ist die Genauigkeit der Probe ebenso entscheidend wie die Leistungsfähigkeit der Prüfmaschine. Bereits geringfügige Abweichungen in Maßen oder Bearbeitung können zu verfälschten Ergebnissen führen – selbst die beste Zugprüfmaschine kann solche Fehler nicht ausgleichen. Daher ist eine exakte Maßhaltigkeit bei der Probenherstellung zwingend erforderlich.
Ebenso entscheidend ist die geeignete Bearbeitung der Oberfläche. In der Regel müssen die bearbeiteten Flächen eine Rauheit von Ra < 6,3 µm aufweisen. Häufig werden die Oberflächen nach der mechanischen Bearbeitung zusätzlich geschliffen oder poliert, um eine frühzeitige Rissbildung zu vermeiden und das tatsächliche Dehnungsverhalten des Materials korrekt abzubilden. Bei moderner CNC-Bearbeitung kann diese Oberflächenqualität oftmals bereits direkt im Fertigungsprozess erreicht werden, sodass eine Nachbearbeitung entfällt.
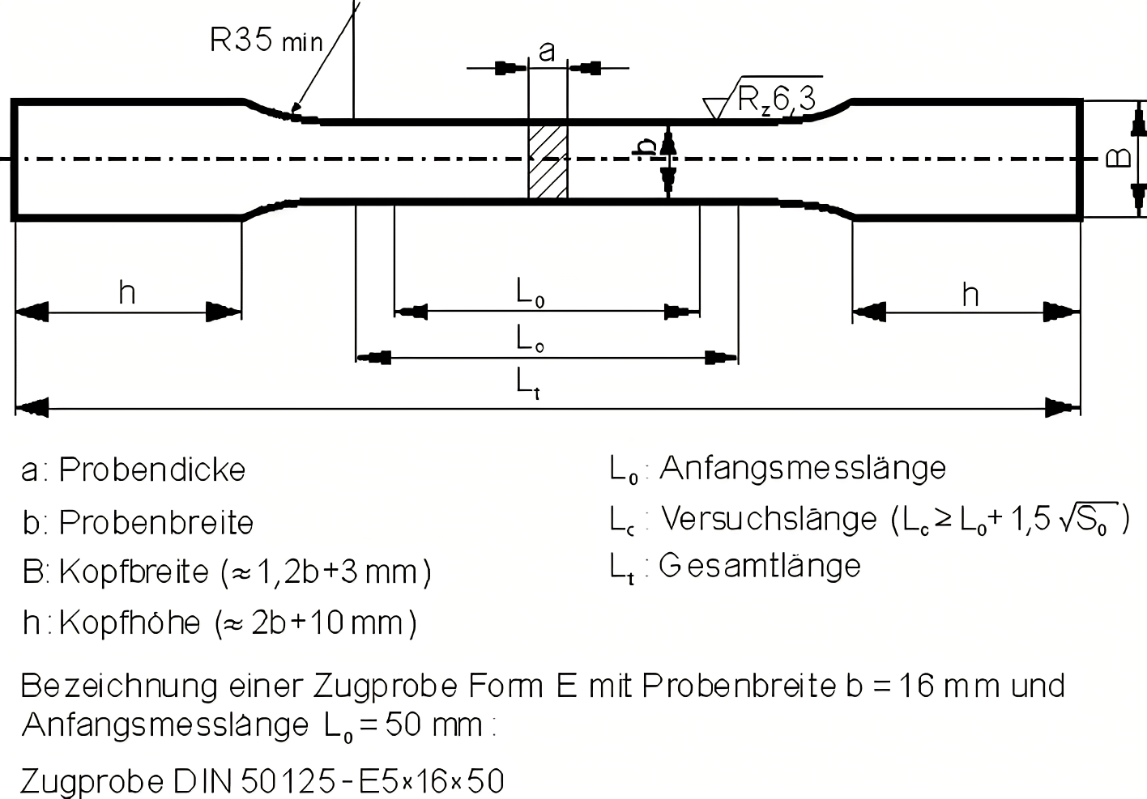
Die Probengeometrien sind in den aktuellen Normen (ISO 6892 in Verbindung mit DIN 50125) exakt definiert. Die Maße der Zugproben stehen in einem festen Verhältnis zum jeweiligen Querschnitt. Eine Anpassung der Messlänge (L₀ bzw. Lc), beispielsweise aufgrund von Einspannbedingungen, ist unzulässig und würde die Vergleichbarkeit der Ergebnisse beeinträchtigen. Die Dimension der Probe richtet sich stets nach dem verfügbaren Ausgangsmaterial.
Um vergleichbare und reproduzierbare Ergebnisse zu gewährleisten, sind die Probengeometrien normativ standardisiert. Zwar sind unterschiedliche Querschnitte zulässig, jedoch steigt mit dem Querschnitt auch die zugehörige Messlänge (L₀ bzw. Lc).
Hinweis:
Die Dehnung unterschiedlicher Probenformen ist nicht direkt miteinander vergleichbar. So unterscheidet sich beispielsweise die Dehnung A5,65 einer proportionalen Flachprobe mit 3,01 mm Dicke deutlich von der Dehnung A80 einer nichtproportionalen Flachprobe mit 2,99 mm Dicke. Ein Wert von 25 % Dehnung (A5,65) ist daher nicht identisch mit 25 % Dehnung (A80), kann jedoch rechnerisch umgewandelt werden. Für unterschiedliche Produkte und Werkstoffe werden daher spezifische Probenformen eingesetzt, deren Auswahl sowie Vor- und Nachteile im Folgenden erläutert werden.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}